Introducción a la norma ISO/IEC17025:2017

La norma ISO/IEC 17025:2017 está escrita por el Comité CASCO (Comité de Evaluación de la Conformidad) el cual emite normas desarrolladas para asegurar la competencia técnica y el sistema de calidad del organismo a ser acreditado.
Entre las normas del CASCO están las siguientes: ISO/IEC 17020 (Organismos de Inspecciones), ISO/IEC 17021 (Organismos de Certificación de SGC), ISO/IEC 17024 (Organismos de Certificación de Personas), ISO/IEC 17034 (Productores de materiales de Referencia) y ISO/IEC 17043 (Proveedores de ensayos de Aptitud).
A diferencia de la norma ISO 9001, la ISO/IEC17025 tiene requerimientos específicos para asegurar la competencia técnica del laboratorio para desarrollar tareas de medición.
Un laboratorio que cumple con la Norma ISO/IEC17025 cumple con la norma ISO9001 ya que la primera contiene todos los requisitos de calidad de la segunda y además contiene requisitos técnicos. En este articulo vamos a tratar de dar consejos sobre algunos puntos de calidad y especialmente sobre alguno de los requisitos técnicos, con ejemplos para laboratorios de calibración y/o ensayos
Consejos
Lo primero que hay que hacer cuando se quiere implementar la norma ISO/IEC17025 es leer y releer la misma y cuando se empieza a escribir tenerla a mano para comprobar que se cumplan con los puntos.
Documentación
Evitar llevar la documentación en papel, no solo para evitar el daño al medio ambiente de las impresiones y fotocopias sino por el ahorro de tiempo que significa no estar imprimiendo y firmando en papel. Es muy conveniente tener toda la documentación en una nube, ya que la documentación de esta forma se encuentra disponible para el personal que esta fuera del laboratorio y tiene un sistema de backup y seguridad mantenida por expertos.
Los organismos de acreditación están aceptando que se firme los informes en forma digital. En un laboratorio donde se esta implementando un sistema ISO/IEC17025 mi consejo sería ir por este camino, especialmente para laboratorios internos, por la facilidad de tener siempre una copia firmada a mano.
A modo personal cuando preparo documentación intento que el código del procedimiento coincida con el punto de la norma que trata, esto hace más fácil encontrar la documentación especialmente en auditorias (por ejemplo “PO-6.4 Equipamiento”).
Personal
Además de tener un registro de capacitación, un programa de capacitaciones y perfiles de puesto como en general se pide en los sistemas de gestión, el personal técnico debe estar autorizado para ejecutar tareas técnicas en base a su experiencia y calificación. Esto quiere decir que podemos tener que un perfil de puesto ocupado por 2 personas distintas pueda tener autorizaciones para distintas tareas en base a la experiencia de las personas.
El perfil de puesto se debe preparar con los requerimientos mínimos necesarios y no con los de la posición que lo ocupa actualmente, es decir si se considera que con 5 años de experiencia un profesional puede ser responsable técnico se coloca los 5 años independientemente que la persona que ocupe el puesto actualmente tenga más experiencia.
Compras
Para compras de servicios de calibración y ensayos solo es necesario ver que el proveedor este acreditado o supervisado por un Laboratorio Nacional de Metrología y que las mediciones que queremos como servicio estén dentro de su alcance. No es necesario realizar una auditoria (en especial porque muy probablemente no tengamos un experto técnico como si tiene el organismo de acreditación)
En el caso de un Laboratorio Nacional de Metrología del extranjero se debe consultar en el BIPM si las mediciones que se necesitan están dentro de su alcance reconocido.
Trazabilidad
La mayoría de los organismos tienen criterios para definir la trazabilidad, en general la trazabilidad para calibraciones es siempre a un laboratorio nacional del país, un laboratorio nacional de otro país con mediciones reconocidas en el Key Comparison Database o un laboratorio acreditado por un organismo de acreditación firmante del ILAC .
En los casos de laboratorios de ensayos se agrega que la trazabilidad en ciertas condiciones puede venir de un laboratorio no acreditado, pero el mismo debe ser evaluado previamente a su uso.
La forma mas sencilla de demostrar que evalúa a los proveedores acreditados es tener en una carpeta como registro de evaluación los alcances de acreditación.
Métodos
Intentar, siempre que se pueda, utilizar métodos normalizados. Esto ayuda muchísimo, porque solo hay que comprobar que se puede cumplir con lo que pide el método sin necesidad de validarlo, esto es muy importante para ensayos.
Los métodos pueden ser validados por:
- evaluación del sesgo y precisión utilizando materiales de referencia o patrones. Esto es mas práctico para ensayos ya que en general no es tan complicado conseguir materiales de referencia adecuados, pero también puede servir en el caso un laboratorio de calibración con 2 patrones de características similares.
- la robustez del método de ensayo a través de la variación de parámetros controlados. Por ejemplo, en el ensayo de presión a bolilla (donde un peso con una punta en forma de bolilla se calienta) modificar las condiciones de temperatura de la estufa nos permite saber cuanto afecta la temperatura y determinar la tolerancia para la estufa.
- la comparación de los resultados obtenidos con otros métodos validados. En el caso de calibraciones podría ser calibrar un sensor en un baño de agua-hielo según la guía ASTM 563 y calibrar ese mismo sensor en un baño liquido o bloque seco.
- las comparaciones interlaboratorio; en el caso de no haber proveedores para una magnitud es posible preparar un protocolo con una entidad externa al laboratorio y calibrar el equipo antes y después de mandarlo a calibrar externamente. Es importante asegurarse que los resultados de la calibración externa lleguen a la entidad que evalúa los resultados.
Una forma sencilla de evaluar los resultados es el error normalizado, el cual se calcula según:
donde Ɛi es el error del laboratorio i y µi es la incertidumbre del laboratorio i.
- la evaluación de la incertidumbre de medición de los resultados basada en la comprensión de los principios teóricos de los métodos y en la experiencia práctica del desempeño del método de muestreo o ensayo. Calcular la incertidumbre nos permite saber cómo influye cada medición que realizamos y de esta forma poder tener el mayor cuidado donde causa el mayor efecto.
Manipulación de ítems
Se debe implementar una metodología que va a depender de la cantidad de ítems que ingresen y la complejidad de estos. Se debe asegurar que se sepa en todo momento donde se encuentran y en que estado de avance y deben ser protegidos contra daños.
En el caso de muestras para ensayos es importante asegurar que se mantengan correctamente durante su almacenamiento y en algunos casos es posible que se deba mantener la muestra por un tiempo luego de realizado el ensayo. Las condiciones de mantenimiento deben ser tales que aseguren la estabilidad de la muestra.
Algunas formas de lograr esto es una planilla Excel con un follower o un sticker con un numero de OT
Cálculo de incertidumbre
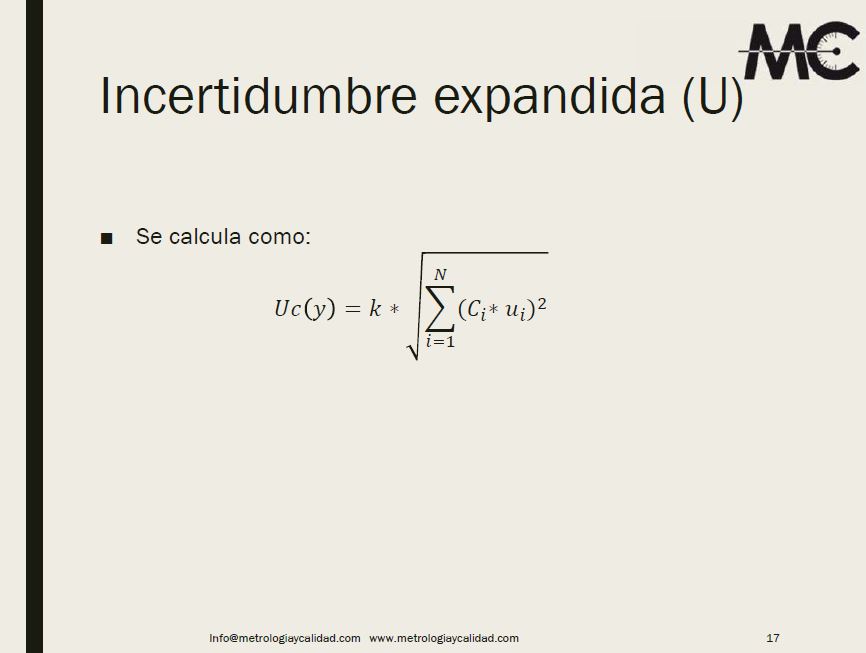
Es conveniente tener un procedimiento general que describa solamente el calculo de incertidumbre y luego colocar fuentes de incertidumbre (con sus coeficientes de sensibilidad y distribuciones) en el procedimiento técnico. En muchos casos se puede usar las mejores capacidades de medición como ejemplos numéricos.
Para el cálculo de incertidumbre se puede consultar la guía del CEM o la documentación del INTI. Para el caso de mediciones químicas se puede consultar además la guía EURACHEM / CITAC Guide CG 4.
Aseguramiento de los resultados
Este punto es muy importante, ya que es el punto que evidencia que el laboratorio tiene la capacidad técnica para realizar mediciones y que verifica que esta condición se mantenga en el tiempo.
Se debe tener algún tipo de planificación para asegurar los resultados, por ejemplo, correr una muestra de un material certificado cada tanto tiempo o realizar verificaciones intermedias
En un laboratorio de calibraciones en general lo necesario puede ser alguno o varios de los siguientes:
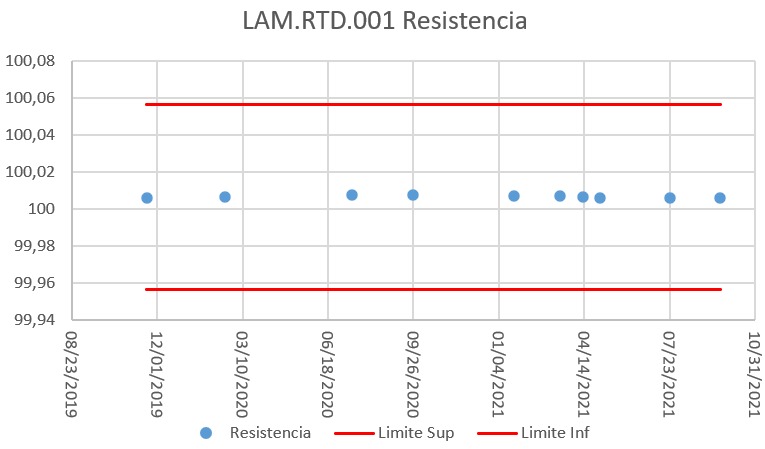
- Realizar verificaciones intermedias de los patrones (por ejemplo, en temperatura con un baño de hielo o agua, o checkear un medidor de resistencia con un resistor estable, etc). En lo posible estas verificaciones deberían llevarse como un grafico de control para ver tendencias.
- Comprobaciones de una medición con otro método: Por ejemplo, en la calibración de un resistor medirlo con un multímetro como método 1 y como método 2 generar corriente, medir la tensión y calcular el valor de resistencia. Comparar ambos resultados teniendo en cuenta su incertidumbre para ver si la comprobación fue exitosa.
- Otra de las cosas importantes es repetir ensayos en caso de resultados que den lugar a dudas en la medida de lo posible usando algún equipo como testigo (por ejemplo, en la calibración de temperatura en una cámara colocar un datalogger que se sepa que posee alta exactitud)
- Los intralaboratorios nos permiten comprobar que todo el personal tiene un desempeño similar. Se hace medir un mismo ítem por varias personas y se comprueba estadísticamente el resultado. Se puede usar el error normalizado para comprobar el desempeño.
- Ejecutar calibración de equipos fuera de uso rutinario para comprobar que no hubo cambios en la exactitud del método. El equipo debe estar fuera de uso rutinario, pero con un correcto funcionamiento que permita ser usado como equipo de chequeo
En un laboratorio de ensayos las medidas pueden ser:
- Medición de un material de referencia certificado
- Comprobación que el límite de detección se mantiene usando muestras retenidas
- Uso de distintos equipamientos para medir la misma muestra
- Comprobación que la repetibilidad del método no ha cambiado
Riesgo
El análisis de riesgo es un requerimiento nuevo de la norma ISO/IEC17025:2017. La norma no especifica que tan riguroso debe ser el análisis, lo deja librado al criterio de cada laboratorio, pero da una serie de guías para complementar y ayudar a la implementación de este requisito.
Muchos organismos de acreditación cuando auditan la norma revisan que los riesgos estén contemplados, pero no piden que sea un estudio preparado de alguna forma particular. Un análisis de riesgo debe contener un seguimiento de las acciones a realizar y una verificación de la efectividad de las mismas.
En general con tener en cuenta la probabilidad, la gravedad y la detectabilidad de un riesgo en una matriz debería ser suficiente. Uno de los problemas que he visto auditando es que no se tiene en cuenta los riesgos técnicos, que pueden ir desde equipos fuera de tolerancia hasta errores de certificados por problemas en la carga de datos. Se deben realizar el análisis de todos los riesgos que pide la norma e incluir los riesgos técnicos. Un riesgo técnico puede tener un impacto mucho mas grande sobre el trabajo de un laboratorio que un riesgo de imparcialidad.
Una vez que el sistema esta implementado es importante realizar una revisión y luego ejecutar una auditoría interna en lo posible por personal independiente del que realizó la implementación.
